Welcome to SICHANGO VISION TECHNOLOGY
OVERSEER 100 Double – Two Camera Web Inspection System for Front and Back Flexo Printing Machine
- Dual Camares
- Two sides Position Register
- ACS
- PPS
- Auto Scan
- Opitional:Touch screen
- Remote Control
Dual-Camera Web Inspection 100% Print Quality Control Flexo · Gravure · Label · Packaging Industry 4.0 Ready
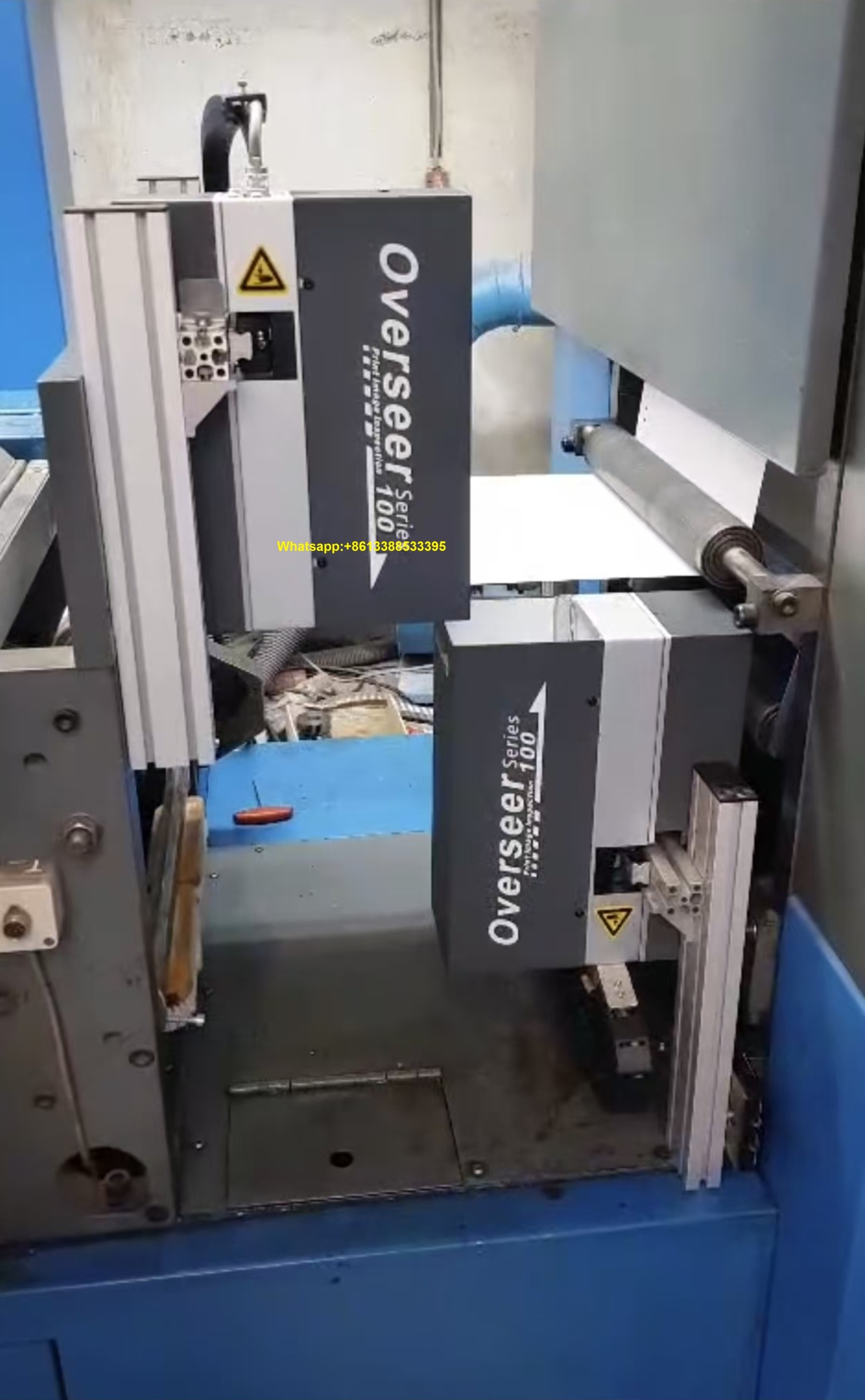
OVERSEER 100D — Dual-Camera Web Inspection System for Front & Back Simultaneous Print Quality Control
The SICHANGO OVERSEER 100D is a real-time, 100% inline print inspection system that monitors both sides of the printed web simultaneously — eliminating back-side blind spots on double-sided label, flexible packaging, and film printing lines at up to 600 m/min.
99%+
Defect detection accuracy
600 m/min
Maximum press speed
2
Synchronized cameras, front + back
4K
CCD line-scan resolution
The case for dual-camera inspection
Why single-camera web inspection leaves your production exposed
Every single-camera system leaves one face of the web completely uninspected in real time. On a double-sided job, that is half your product running blind.
The hidden cost
Back-side defects discovered after rewind
In flexible packaging and double-sided label printing, reverse-side defects — smear, misregistration, missing print — are typically found only after the entire job is rewound or converted. At 300 m/min, a single detection delay can generate 300–500 meters of unusable material in under two minutes.
The synchronization problem
Two independent cameras ≠ synchronized inspection
The OVERSEER 100D fires both cameras from a single hardware encoder trigger, so front and back defect records share an exact timestamp and web position. This makes front-to-back register deviation measurable in real time — something two independently controlled cameras physically cannot achieve.
PPS job memory eliminates changeover recalibration
Print Position Storage (PPS) saves every job's camera position, zoom, exposure settings, and defect thresholds as a named product profile. Switching from one job to the next takes seconds rather than the 20–30 minutes of manual recalibration typical on systems without position memory.
ACS panoramic mode maps the full plate before production starts
Auto Capture Scanning (ACS) performs a rapid, automated survey of the full print width — identifying the exact position of each design element before the job begins. This eliminates the manual "hunt and zoom" that wastes substrate at job start-up on every run.
IPC architecture vs controller-based systems
OVERSEER 100D runs on an industrial PC rather than a proprietary embedded controller, which means unlimited defect database storage, standard network connectivity for MES/ERP integration, and software upgradability without hardware replacement.
Defect detection
Print defects detected in real time at full press speed
The OVERSEER 100D compares every captured frame against the approved master template and classifies each deviation by type and severity.
Missing print elements
Absent text, barcodes, registration marks, or color blocks detected against the approved master, frame by frame.
Color misregistration
CMYK layer offset beyond tolerance flagged before drift compounds across a roll, preserving brand color accuracy.
Streaks & smears
Linear artifacts from doctor blade wear, ink viscosity variation, or anilox debris detected as they first appear.
Barcode & QR integrity
Contrast and module clarity monitored continuously — critical for GS1-compliant label and pharmaceutical packaging.
Ink density deviation
Shade and density variation flagged against golden sample reference using pixel-level comparison across the web width.
Front-to-back register
Exclusive to dual-camera systems: measures positional offset between front and back print layers in real time.
Technical specifications
OVERSEER 100D hardware & software specifications
Full specification detail for integration planning and press compatibility assessment.
Camera system
| Camera type | 4K CCD line-scan × 2 |
| Configuration | Front + back simultaneous |
| Max press speed | 600 m/min |
| Trigger method | Single hardware encoder (synchronized) |
| Max web width | Up to 1,600 mm |
| Min detectable defect | 0.1 mm² |
Illumination & optics
| Light source | High-brightness LED strobe |
| Strobe synchronization | Nanosecond-level, camera-locked |
| Intensity control | Adjustable per substrate type |
| Substrates supported | Paper, BOPP, PET, PE, metallized film |
| Scanning mode | ACS (Auto Capture Scan) panoramic |
Processing & software
| Processing unit | Industrial PC (IPC) architecture |
| Operating system | Windows 10 / 11 (64-bit) |
| Defect database | Full-roll, searchable by type & severity |
| Job memory | PPS — unlimited stored products |
| Connectivity | Ethernet, OPC-UA, MES / ERP API |
| Remote support | VPN access for parameter optimization |
AI-powered defect intelligence
The detection pipeline — how it actually works
Most systems bolt AI onto a rules engine as a post-processing layer. The OVERSEER 100D uses AI as the primary detection engine, with the 4K camera optimized to feed it the highest-quality image data possible.
Real-time AI detection pipeline — four stages from raw image to press response
1
Image acquisition
4K line-scan camera captures the moving web at nanosecond strobe intervals, eliminating motion blur at 600 m/min. Both cameras fire from a single encoder signal.
2
Master comparison
Each frame is pixel-compared against the approved PDF or print master in real time — 100% of web coverage, not statistically sampled intervals.
3
AI classification
Deep-learning model classifies each deviation by defect type (streak, dot missing, color shift) and severity level, reducing false positives that halt production unnecessarily.
4
Alarm & press action
Threshold breach triggers alarm, press mark, or press stop — with location, timestamp, and image saved to the searchable QC log for traceability.
Model selection guide
Choosing the right OVERSEER for your press configuration
All OVERSEER models share the same 4K line-scan platform. The 100D adds synchronized dual-camera capability. The 200 adds motorized traverse and multi-point auto-positioning.
OVERSEER 100S
Single camera · Front-side inspection
Front-side 100% inspection
4K CCD line-scan camera
ACS panoramic mode
PPS job memory
Back-side monitoring
Front-to-back register
Motorized camera traverse
Best for: single-sided flexo, UV inkjet label presses, entry-level quality control deployment
OVERSEER 100D
This modelDual camera · Front + back simultaneous
Front-side 100% inspection
4K CCD line-scan camera
ACS panoramic mode
PPS job memory
Back-side monitoring
Front-to-back register
Motorized camera traverse
Best for: double-sided labels, flexible packaging, holographic foil, duplex printing
OVERSEER 200
Dual camera + motorized traverse · Full automation
Front-side 100% inspection
12 MP + 20× optical zoom
AutoScan + 10-point multi-zone
PPS job memory
Back-side monitoring
Front-to-back register
Motorized camera traverse
Best for: high-speed rotogravure, wide-format flexible packaging, zero-operator-intervention lines
Supported processes & substrates
Validated across major print technologies and packaging substrates
LED strobe intensity and camera angle are saved per job, so switching between substrate types requires no manual lighting adjustment.
Flexographic printing
Narrow and mid-web flexo for pressure-sensitive labels, paper, and film.
Rotogravure printing
Solvent and water-based gravure on BOPP, PET, and polyethylene packaging.
Digital inkjet
UV inkjet and water-based digital for short-run variable-data label production.
Flexible packaging
Laminated rollstock, stand-up pouches, and retort packaging — both sides in one pass.
Metallized & foil
High-reflectance substrates with LED strobe tuned to suppress specular glare artifacts.
Nonwoven materials
Hygiene and medical nonwovens with surface-texture compensation built in.
Frequently asked questions
Common questions from press operators and print quality managers
Technical and commercial questions answered by SICHANGO application engineers.
What is a dual-camera web inspection system and how is it different from a standard system?
A dual-camera web inspection system mounts two synchronized cameras on a printing press — one above the web (front face) and one below (reverse face) — to monitor both printed surfaces simultaneously at full production speed. Unlike a standard single-camera system, which can only inspect one side, both cameras in the OVERSEER 100D fire from a shared encoder trigger. This produces time-stamped defect records that correspond to the exact same physical web location on both sides, enabling front-to-back register measurement — something impossible with a single camera or two independently controlled systems.
Can the OVERSEER 100D measure front-to-back misregistration in real time?
Yes. Because both cameras share a single hardware trigger and a common web-position reference from the press encoder, the OVERSEER 100D calculates the positional offset between a print element on the front face and its corresponding element on the reverse face, in real time at full press speed. This measurement is unique to synchronized dual-camera systems and is not achievable with two separately triggered cameras, even if they are physically mounted on the same press.
What types of print defects does the OVERSEER 100D detect?
The OVERSEER 100D detects missing print elements (text, barcodes, registration marks, color blocks), color misregistration, ink density deviation and shade variation, streaks and smears from mechanical causes, barcode and QR code integrity failures, and front-to-back register deviation. The AI classification engine assigns each detected event a defect type and severity level, which determines whether it triggers an alarm, a press mark, or a press stop based on operator-configured thresholds.
How does the OVERSEER 100D integrate with MES and Industry 4.0 production systems?
The OVERSEER 100D runs on an industrial PC (IPC) platform with standard Ethernet output. Defect data, production statistics, and alarm event logs can be exported to MES and ERP platforms via OPC-UA or custom API integration. This makes the system compatible with ISO 9001, GMP, and FSSC 22000 quality management requirements that mandate traceable defect records. Remote VPN access is available for parameter optimization and software updates without on-site service visits.
What substrates can the OVERSEER 100D inspect without generating excessive false alarms?
The LED strobe system in the OVERSEER 100D adjusts intensity and angle to match each substrate's optical signature. Matte uncoated paper, transparent OPP film, metallized PET, white PE, and pearlescent substrates all have distinct reflectance characteristics that are compensated by substrate-matched illumination profiles. These settings are stored per job in PPS (Print Position Storage), so switching from a matte paper label run to a metallized film run requires no manual lighting adjustment — reducing false-positive alarm rates that waste operator attention and slow production.
How long does installation and initial commissioning take?
Mechanical installation on a standard narrow-web press typically takes one working day. Commissioning — connecting the encoder, aligning cameras to the web, training the inspection zones on a golden sample, and setting initial defect thresholds — takes an additional half day. Most operators achieve stable, low-false-alarm production runs within the first full shift. Remote support via VPN is available thereafter for parameter refinement as job portfolios expand.
What is PPS (Print Position Storage) and why does it matter for changeover time?
PPS (Print Position Storage) is a job-memory system that saves the complete inspection configuration for each product: camera position, zoom level, exposure settings, inspection zone locations, and per-defect-type thresholds. When an operator recalls a stored job, the system restores all parameters automatically. This eliminates the 20–30 minutes of manual recalibration that operators must perform at each changeover on systems without position memory — a significant productivity gain on high-SKU label and packaging lines with frequent job changes.
Request a live demonstration or technical datasheet
SICHANGO application engineers validate press compatibility before purchase and provide installation support globally.






